Alles über Gewindeschneidgrößen

Alles über die Größen von Gewindebohrern zum Gewindebohren zu wissen, ist sehr nützlich für alle, die ständig genau diesen Thread erstellen müssen. Sie müssen die Standardsteigung der Gewindebohrer M6 und M8, M10 und M12, M16 und M30 sorgfältig berücksichtigen. Sie müssen auch die Zollabmessungen und die Prinzipien der Auswahl des Bohrabschnitts studieren.

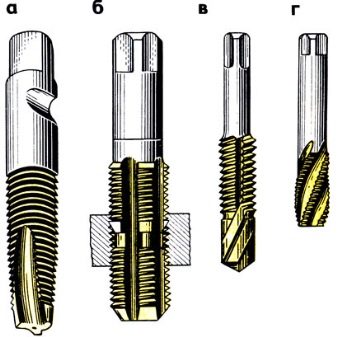
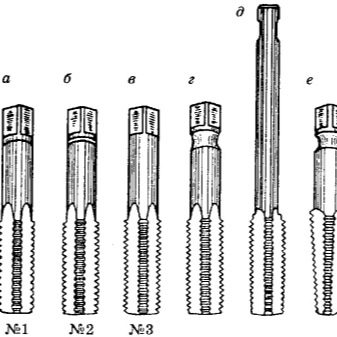
Standard-Tap-Parameter
Spezielle Markiergeräte zum Einfädeln sind übersichtlich dimensioniert. Die Menge wird auf verschiedene Weise gemessen. Der Hauptgewindeindex ist auch bei metrischen Produkten auf einer Zollskala eingestellt. Dies ist in jeder Beschreibung solcher Produkte nicht schwer zu erkennen. Bei M6-Gewindebohrern wird das Gewinde mit einem Abschnitt von 0,1 cm hergestellt, in diesem Fall kann die Größe des Gewindelochs 4,8 bis 5 mm betragen.

Für Produkte der Kategorie M6 beträgt die typische Grundteilung 1,25 mm. Und der gestanzte Durchgang für ein Produkt mit einem Durchmesser von 8 mm erreicht 6,5-6,7 mm. Für kleinere Strukturen (M5) werden diese Abmessungen mit 0,8 mm bzw. 4,1-4,2 mm übereinstimmend angenommen. Es ist interessant, dieses Modell mit einem großen Serienmuster zu vergleichen - M24. Der Schritt zum Ausbilden der Rillen beträgt 3 mm und das Landequadrat beträgt 1,45 cm.
Das Metallmarkiergerät Typ M12 schneidet 1,75 mm durch. Der Lochquerschnitt beträgt 9,9 oder 10 mm. Für kleinere M10 werden solche Indikatoren mit 1,5, 8,2 bzw. 8,4 mm (bei minimalem und maximalem Durchgang) angenommen.

Manchmal werden M16-Gewindebohrer verwendet. Mit diesen Werkzeugen können Sie Fäden in Abständen von 2 cm kratzen, mit Kanälen von mindestens 1,35 cm und maximal 1,75 cm.
In einigen Fällen ist es notwendig, Rillen in Abständen von 2,5 mm zu machen. Dann kommen Armaturen aus der Kategorie M20 zur Rettung. Während ihres Betriebs bilden sich Durchgänge mit einem Querschnitt von mindestens 1,5 cm Abmessungen und Betriebsparameter (in Zentimeter) einiger anderer Markierungsgeräte sind in der folgenden Tabelle aufgeführt. Es ist wichtig zu verstehen, dass alles Gesagte nur für metrische Gewinde gilt.
|
Typenindex |
Schlitzhub |
Kanalabschnitt |
|
M7 |
0,1 |
0,595 |
|
M9 |
0,125 |
0,77 |
|
M2 |
0,04 |
0,16 |
|
М4 |
0,07 |
0,33 |
|
M11 |
0,15 |
0,943 |
|
M18 |
0,25 |
1,535 |
|
M22 |
0,25 |
1,935 |
|
M24 |
0,3 |
2,085 |
|
M30 |
0,35 |
2,63 |
|
M33 |
0,35 |
2,93 |
|
M42 |
0,45 |
3,725 |
|
M48 |
0,5 |
4,27 |
|
M60 |
0,55 |
5,42 |
|
M68 |
0,6 |
6,17 |
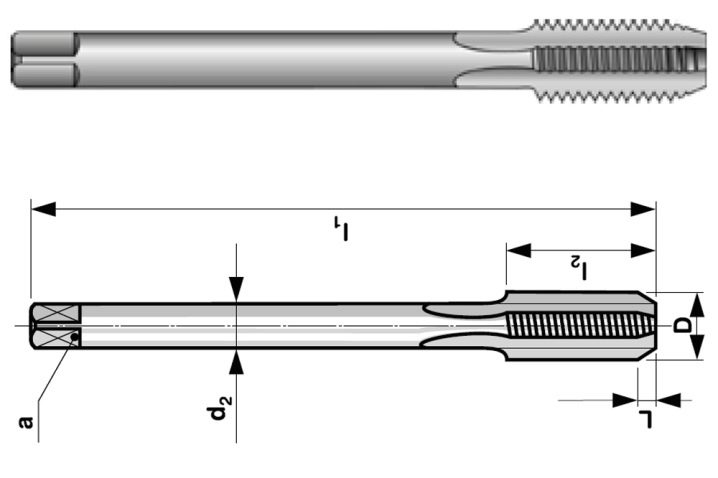
Auch typische Schaftabmessungen sind normiert (in Millimetern):
- 2,5x2,1 (für Gewindebohrer nicht größer als M1,8);
- 2,8x2,1 (M2-M2,5);
- 3,5x2,7 (nur für M3-Gewindehähne);
- 4,5x3,4 (nur für Markiergerät M4);
- 6x4.9 (von M5 bis M8 inklusive);
- 11x9 (M14);
- 12x9 (nur M16);
- 16x12 (nur M20);
- 20x16 (Marker M27).
Es gibt auch Schäfte:
- 14x11;
- 22x18;
- 25x20;
- 28x22;
- 32x24;
- 40x32;
- 45x35.

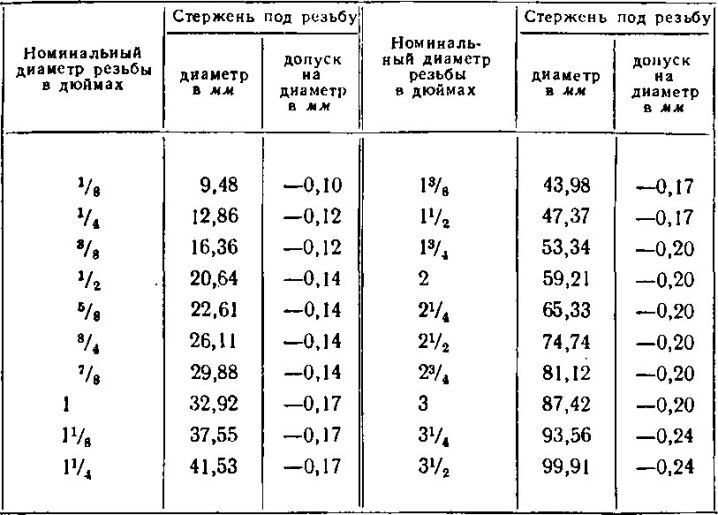
Zollabmessungen
Sie sind typisch für Produkte, die aus den USA und Großbritannien geliefert werden. Wenn der Querschnitt der Rillen 3/16 beträgt, wird das Loch streng von 0,36 bis 0,37 cm verlegt.Die recht beliebten 1/4-Zoll-Hahner machen Kanäle von 5-5,1 mm und für Produkte der 3/8-Klasse diese Indikatoren sind 7, 7 bzw. 7,9 mm. Der Rillenabstand (in Millimetern) ist gleich:
- 1,058;
- 1,27;
- 1,588.

1/2-Format geht von einem Nutabstand von 2,117 mm aus. In diesem Fall wird ein Durchgang von 1,05 mm verlegt. Zoll-Gewindebohrer haben eine Steigung von 3,175 mm. Das Loch erreicht einen Durchmesser von 2,2 cm. Die größten Modelle befinden sich in der Kategorie 17/8. Die Gewindesteigung beträgt 5,644 mm und der Lochdurchmesser erreicht 4,15 cm.
Es ist zu beachten, dass es neben metrischen und Zoll-Markierungsgeräten auch solche gibt, die zum Markieren von Löchern in Rohren bestimmt sind. Bei einem 1/8-Zoll-Werkzeug beträgt der Ziehweg 28 Gewindegänge pro Zoll. Wenn es 1/2 Grad ist, werden die Gewinde in Abständen von 14 Umdrehungen pro Zoll gebildet.
Die Abschnitte des Gewehrs selbst betragen 0,8566 und 1,8631 cm.Ein 2-Zoll-Rohrhahn macht 11 Umdrehungen pro Zoll, und der Kerbenabschnitt wird mit 5,656 cm angenommen.
Wie wählt man den Bohrerdurchmesser?
Die Größe der Löcher wird heute noch nach dem GOST aus dem fernen 1973 bestimmt. Obwohl dieser Standard mehrmals überarbeitet wurde, haben seine Normen ihre Relevanz immer wieder bestätigt. An der Arbeit in Industrie, Energie und anderen Bereichen hat sich nichts geändert. Der universelle Ansatz ist typisch für die Verarbeitung von Eisen- und Nichteisenmetallen. Um die erforderlichen Parameter zum Schneiden eines Innengewindes zu bestimmen, bohren Sie zunächst den Landebereich.
Dies geschieht mit einem doppelten Radius. Prüfen Sie sorgfältig, ob der Kanal beim Bohren 0,1-0,2 cm schmaler als der erforderliche Abschnitt ist. Andernfalls wird es dann nicht funktionieren, Kurven mit genau den Abmessungen zu machen, die eingehalten werden. Die Auswahl der Bohrer erfolgt unter Berücksichtigung der Maßverkörperung, auf Millimeter- oder Zollskala. Auch die Anzahl der Threads für die Eingabe sollte berücksichtigt werden.
Ein und dieselbe Kurve kann auf unterschiedliche Weise bezeichnet werden. Es wird installiert, indem der Spalt zwischen den angrenzenden Seitenwänden am Profil gemessen wird. Zuerst werden 10 Threads gezählt. Dann wird die Anzahl der Millimeter zwischen ihnen geschätzt und diese Zahl um das Zehnfache reduziert. Der Hub wird auf die gleiche Weise berechnet, jedoch bereits durch die Umdrehungen eines Gewindes.

Die Eigenschaften spröder und harter Legierungen unterscheiden sich von denen weicher duktiler Metalle. Dies wird oft von Leuten vergessen, die Gewindebohrer zum Gewindeschneiden wählen. In weichen Materialien wird also für das M8-Gewinde ein Loch von 6,8 mm benötigt. In Vollmaterial - 0,1 mm weniger.
Es wird auch empfohlen, die in GOST eingestellten maximalen Durchmesserabweichungen zu berücksichtigen und den Unterschied zwischen herkömmlichen und spanlosen Gewindebohrern zu beachten.















Der Kommentar wurde erfolgreich gesendet.