Alles über Argon-Schweißdraht

Alles über Argon-Schweißdraht zu wissen, ist für jeden Schweißer ein Muss, ebenso wie die Möglichkeit, Elektroden, Stromarten und -eigenschaften auszuwählen. Die Wahl dieses Drahtes ist auch nicht so einfach, wie es scheint. Und seine Anwendung kann mit einer Reihe von Fallstricken drohen, wenn sie nicht richtig gemacht wird.

Besonderheiten
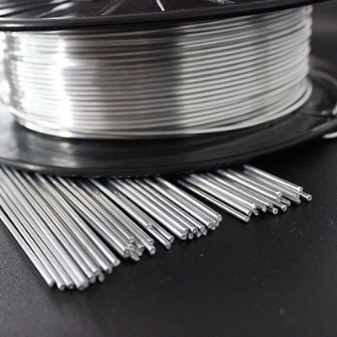
Das Hauptmerkmal eines Argon-Schweißdrahtes ist sein Aussehen. In den meisten Fällen handelt es sich bei diesen Komponenten um zu Spulen verdrehte Metallstäbe. Sie müssen solche Spulen in den Transportmechanismus einlegen. Der ankommende Draht selbst kann eine massive oder hohle Struktur aufweisen. Es gibt auch Produkte mit Spritzern. Der Zusatzwerkstoff muss exakt dem Werkstoff des Werkstücks entsprechen.
Alle Versuche, diese Regel zu brechen, führen zu nichts Gutem. Der Rollenversand ist praktisch für den industriellen Einsatz. Im manuellen Modus wird der Draht hauptsächlich für handwerkliche Arbeiten in den Arbeitsbereich geführt. Im Allgemeinen stellt die Technologie keine weiteren besonderen Anforderungen.


Ansichten
Massivdraht besteht aus reinem Metall. Die Zusammensetzung solcher Geräte darf keine Verunreinigungen enthalten, es sollten auch keine Zusatzstoffe verwendet werden. Trotz ihrer Einfachheit werden diese Drahtarten am häufigsten von Schweißern verwendet. Sie werden hauptsächlich zum Schweißen in einer Gasatmosphäre verwendet. Fülldraht ist für das Argonschweißen praktisch ungeeignet, da er gezielt den äußeren Gasschutz durch beim Pulverschmelzen freigesetzte Stoffe ersetzen soll.
Am interessantesten ist das aktivierte Element. Es vereint die Vorteile von Feststoff- und Pulverlösungen ohne deren Nachteile. Unterschiede bestehen auch bei der Art der zu schweißenden Materialien. Zusatzdraht für die Argon-Arc-Bearbeitung von Eisenmetallen ist eine der gängigsten Optionen. Die Hauptverteilung ist wie folgt:
- Fülldraht wird zwangsweise zum Bearbeiten von Kohlenstoffstählen verwendet, die später wärmebehandelt werden (obwohl dies normalerweise nicht die beste Wahl ist);
- Aluminium wird benötigt, um mit Aluminium zu arbeiten (es kann Mangan, Silizium, Magnesium und andere Einschlüsse enthalten);
- rostfreier Schweißdraht - wird bei der Arbeit mit mit Chrom oder Nickel legiertem Stahl verwendet;
- verkupfert (hauptsächlich beim Schweißen von stark oder mäßig legierten Werkstücken verwendet);
- blanker Stahl (vorzugsweise für Arbeiten mit leicht legierten Metallen).



Rostfreier Draht wird aktiv zum Schweißen von chrom- oder nickelhaltigem Stahl verwendet. Die Ausgabe sollte eine sehr hochwertige Naht sein.
Das Auftreten von Rissen ist nahezu ausgeschlossen, ebenso das Auftreten von Korrosionsprozessen. Bei Verwendung von Edelstahldraht wird die Spritzermenge minimiert. Der Lichtbogen arbeitet sehr aktiv und stabil und die Lebensdauer der Naht erhöht sich erheblich.
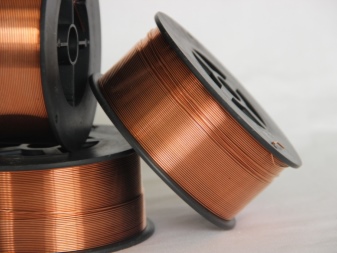
Verkupferter Draht hat die gleichen positiven Eigenschaften wie seine rostfreie Variante. Darüber hinaus hilft es auch Handstücke zu sparen, unabhängig vom verwendeten Schweißgerät. Die Lieferung von verkupfertem Draht bedeutet in der Regel das Aufwickeln auf eine Kunststoffkassette. Typische Dicken reichen von 0,6 bis 1 mm. Kupferbeschichteter Draht (z. B. SV-08G2S) erleichtert das Wiederanzünden des Schweißlichtbogens und hilft, seine Verbrennung in jedem Modus zu stabilisieren. Das alternative ESAB-Produkt wurde entwickelt für:
- Werkzeugstahl;
- Stahllegierungen für den Schiffbau;
- gestanztes Metall;
- Aluminium;
- Gusseisen.

Blanker Stahldraht zum Argonschweißen ist in fast allen Bereichen der industriellen Produktion einsetzbar. Dieses Verbrauchsmaterial wird nach einer Vielzahl von Indikatoren klassifiziert. Eine sehr wichtige Rolle spielt neben dem Querschnitt die mechanische Festigkeit des Materials. Wichtig ist auch die genaue chemische Zusammensetzung – wie immer gilt: Je näher am Werkstück, desto besser und effizienter die Arbeit. Es dürfen nur Drähte mit der Abkürzung "Sv" verwendet werden, deren Querschnitte von 0,03 bis 1,2 cm reichen.
Beim Umgang mit Aluminiumlegierungen ist der Werkstoff Aluminium gefragt, bei dem der Siliziumanteil auf 3% begrenzt ist. Der Grenzkupfergehalt reicht dabei von 3 bis 5 %. Ähnliches Füllmaterial:
- garantiert erhöhte Festigkeit;
- gibt die gleiche Farbe wie die Rohlinge selbst;
- ist in der Korrosionsbeständigkeit Aluminiumkonstruktionen nicht unterlegen.
Aluminiumadditive sind bei der Herstellung von Automobilen, Fluss- und Seeschiffen gefragt. Ein solcher Draht wird recht massiv beim Schweißen von wasserführenden Konstruktionen verwendet. Aber es ist wichtig zu verstehen, dass reines Aluminium in der Praxis nicht verwendet wird, es wird immer mit anderen Stoffen vermischt - sonst kann keine ausreichende Festigkeit bereitgestellt werden.
Dieser Moment ist auch typisch für Schweißzusätze. Allerdings überschreitet der Anteil der Additive dort 1 % nicht.



Auswahl
Der Hauptpunkt sind die Manipulationen, die durchgeführt werden. Draht zum Argonschweißen selbst ist nicht zum Schneiden geeignet (und umgekehrt). Auf den Durchmesser der Produkte sollte geachtet werden. Es ist ganz natürlich, dass das Additiv umso größer sein sollte, je dicker das Metall ist. In den meisten Fällen wird ein Draht mit einem Querschnitt von 3 mm gewählt.
Es ist erwähnenswert, dass im Schweißdraht spezielle Verstärkungskomponenten vorhanden sein können. Die technischen Eigenschaften des Produkts hängen von deren Menge und Proportionen ab. Es lohnt sich auch, auf die Kabelmarkierung zu achten. Nach den Buchstaben "Sv" steht eine Zahl, die die Kohlenstoffkonzentration widerspiegelt. Außerdem sind zusätzliche Metalle angegeben, wenn die Metallkonzentration 0,99% oder weniger beträgt.



Gebrauchsanweisung
Der Schweißdraht kann im automatischen oder halbautomatischen Modus verwendet werden. Die Zufuhr von Argon muss streng synchron mit der Zufuhr des Additivs erfolgen. Sie müssen auch einen speziellen Brenner verwenden. Es wird die Verwendung von Gleichstrom mit direkter Polarisation angenommen. Der Betrieb mit Wechselstrom erfordert die Verwendung eines Oszillators, aber in der Praxis zeigt sich diese Art der Manipulation nur bei der Arbeit mit kleinen dünnwandigen Röhren.
Manchmal wird auch manuelles Argonschweißen praktiziert. Der Bediener hält mit einer Hand den Brenner und mit der anderen den Draht. Letzteres wird so reibungslos wie möglich in den Arbeitsbereich eingeführt. Diese Methode erfordert eine feste, starke Hand und ein stabiles Auge.
Und selbst unter solchen Bedingungen ist es nicht möglich, lange Zeit und stabil zu arbeiten, daher ist es sehr wünschenswert, zumindest eine halbautomatische Vorrichtung zu verwenden.














Der Kommentar wurde erfolgreich gesendet.