Alles über Larsen Dübel

Der Beginn des 20. Jahrhunderts war geprägt von einer Vielzahl von Entdeckungen und Erfindungen auf dem Gebiet der Ingenieurwissenschaften und der Technik. 1902 machte ein Ingenieur aus Bremen (Deutschland) Trigve Larsen eine interessante Beobachtung: Wenn Metallstreifen in Form einer Mulde gebogen werden, können sie miteinander vernietet werden, sodass eine durchgehende Oberfläche entsteht. Die technische Innovation wurde 1910 patentiert und schon bald begann das Werk Tyssen mit der Produktion dieser nach dem deutschen Erfinder benannten Produkte.


Was ist das?
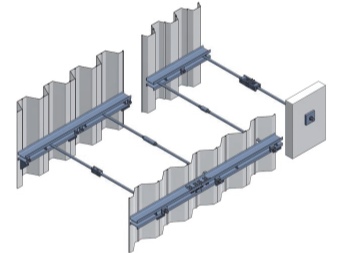
Spundwände - Larsen Spundwände sind ein spezielles Profilprofil mit abgerundeten Kanten - Schlösser, die miteinander verbunden werden können und eine fast undurchdringliche Oberfläche bilden. Das Vorhandensein von Rillen ermöglicht es Ihnen, mehrere Elemente gleichzeitig zu verbinden, ohne dass Schweißen erforderlich ist.
Anwendungen
Heute werden Spundwände erfolgreich eingesetzt für:
- Einzäunung von Teichen, Stauseen, Dämmen, Schleusen;
- Schutz gegen Einsturz und Einsturz von Mauern von Baugruben, Gräben, Fundamenten;
- Isolierung von Orten, an denen aggressive Stoffe gelagert werden (z. B. Deponien und Sammler), sowie Straßen und Eisenbahnen;
- Stärkung von erdrutschgefährdeten Bodenbereichen;
- Mauerbau in Tunneln, Tiefgaragen, Garagen;
- Ausrüstung für Entwässerungsanlagen;
- Erstellen von schalldichten Wänden (z. B. um laute Autobahnen);
- Anordnung von Entwässerungskanälen um Straßen herum;
- Bau von Stauseen zum Sammeln von Grundwasser;
- sowie beim Bau von Liegeplätzen, Brücken, Dämmen.



Technische Eigenschaften
Die Zugfestigkeitskennwerte von Spundwänden müssen mindestens 1497 MPa betragen. Das Gewicht 1 / lfm kann je nach Spundwandtyp von 53 bis 140 kg variieren. Ein Quadratmeter wiegt zwischen 78 und 252 kg. Hersteller produzieren Spundwände in verschiedenen Größen: Die Länge kann zwischen 5 und 22 Metern betragen. Die Preisparameter hängen vom Gewicht des Stapels ab und reichen von 58.710 bis 64.000 Rubel pro Tonne. Die Kosten pro laufendem Meter werden in der Regel nicht ermittelt.


Ein spezifisches Merkmal von Larsen-Spundbohlen ist der Umschlag – die Anzahl der möglichen Einbrüche und Kerben, die ein Profil aushalten kann, während seine Betriebseigenschaften beibehalten werden. Dieser Parameter hängt von der Qualität des Quellmaterials ab. Außerdem ist es wichtig:
- Profillänge (kurzer Umschlag ist höher);
- die Qualifikation und der Respekt der Installateure;
- gebrauchte Ausrüstung;
- das Vorhandensein von Schweißnähten in den Fugen der Profile;
- die Beschaffenheit des Bodens, in den die Spundwand eingebracht wird.



Im Durchschnitt wird von sieben Tauchgängen ausgegangen, jedoch kann dieser Wert je nach den oben genannten Bedingungen um bis zu 50 % nach oben oder unten schwanken. Derzeit gibt es keine einheitliche staatliche Norm, die die Eigenschaften und technischen Bedingungen für die Herstellung von Larsen-Spundwänden regelt. Hersteller orientieren sich in der Regel an mehreren GOSTs: 4781 - 85, 7566 - 2018, 7565 - 81 und anderen behördlichen Dokumenten, die die Zusammensetzung des Materials, die Bedingungen für das Testen von Produkten und andere Parameter bestimmen.

Artenübersicht
Spundwände können nach mehreren Kriterien unterteilt werden - dem Material, aus dem sie bestehen, und der Form des Schlosses.
Nach Materialart
Je nach Art des zur Herstellung verwendeten Materials werden Spundwände in Metall und Kunststoff unterteilt, teilweise bestehen sie aus Stahlbeton oder Holz.
Metallpfähle
Derzeit sind Metallpfähle am weitesten verbreitet. Sie bestehen in der Regel aus kohlenstoffarmen Stählen gewöhnlicher Qualität, Typ St3kp (GOST 380 - 2005). Die chemische Zusammensetzung dieses Materials umfasst: Kohlenstoff von 0,14 bis 0,22%, Silizium - weniger als 0,05%, Mangan von 0,3 bis 0,6%, Nickel und Chrom - bis zu 0,3%, Stickstoff und Arsen - nicht mehr als 0,008%, Kupfer bis bis 0,3%, schädliche Verunreinigungen - Schwefel bis zu 0,055%, Phosphor bis zu 0,04%, der Rest ist Eisen.


Die mechanischen Eigenschaften von St3kp sind wie folgt: Zugfestigkeit: 363 - 460 MPa, Streckgrenze: 190 - 233 MPa, relative Kontraktion: 22 - 25%. Das Temperaturregime, das die angegebenen Betriebseigenschaften beibehält, variiert von -40 ° C bis +400 ° C.
Hinsichtlich der Festigkeitseigenschaften erfüllt das Material die Anforderungen voll und ganz, zudem trägt der niedrige Kohlenstoffgehalt zu einer guten Schweißbarkeit bei. Ein wichtiger Parameter sind die relativ geringen Kosten solcher Metalle.
Nach der Produktionstechnologie werden Stahlpfähle unterteilt in:
- warm- und kaltgewalzt;
- geschweißt;
- kombiniert.

Walzen ist eine Formänderung eines Werkstücks mit rotierenden Wellen eines bestimmten Profils. Je nach Temperaturregime gibt es zwei Haupttypen dieses technologischen Prozesses. Beim Warmwalzen wird der Barren über die Rekristallisationstemperatur erwärmt, um den plastischen Verformungsprozess zu erleichtern. Das Kaltwalzen wird bei Raumtemperatur durchgeführt, wodurch es zu einer Verhärtung der Randschicht durch die Bildung von Kaltverfestigung - einer Formänderung des Metallkorns - kommt.

Je nach Verwendungszweck gibt es fünf Haupttypen von Walzwerken, von denen einer - der Abschnitt eins - für die Herstellung von Spundwandprofilen sowie anderen Formprofilen bestimmt ist.
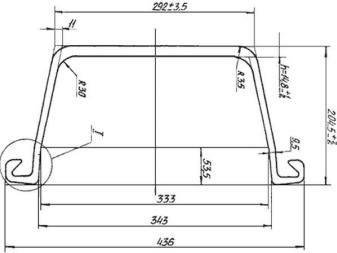
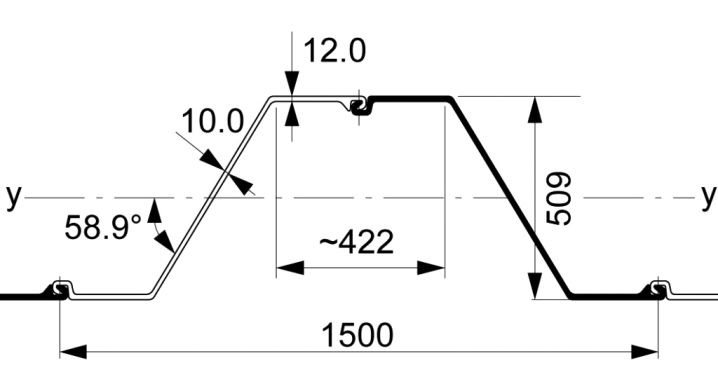
Die Profilformen, die eine Larsen-Zunge haben kann, sind sehr vielfältig: flach, eckig, wannenförmig, I-Träger, Z-Form, S-Form, kombiniert, verstärkt usw.

Am gebräuchlichsten ist das wannenförmige Profil. Flachzungen werden in Fällen verwendet, in denen eine Verankerung nicht möglich ist, sowie beim Einzäunen runder Flächen. Zur Verbindung der Pfähle werden spezielle Eckelemente verwendet. In einigen Fällen werden Minidübel hergestellt. Die Auswahl eines Profils erfolgt aufgaben- und projektbezogen.

Plastikpfähle
In den letzten Jahren werden neben Stahl zunehmend auch Larsen-Kunststoffdübel verwendet. Zu ihrer Herstellung wird in der Regel Polyvinylchlorid (PVC) verwendet. Der technologische Prozess solcher Profile wird als Extrusion bezeichnet. Sein Wesen besteht darin, ein weiches Polymer (Verbindung - "rohes" PVC) durch Löcher einer bestimmten Größe und Form (Extruder) zu zwingen. Eine notwendige Bedingung für diesen Vorgang ist das Erhitzen auf eine Temperatur von 80 - 120 °C.


Roh-PVC-Zusammensetzung, die Folgendes umfasst:
- Farbkomponenten (meistens werden Titanoxid und Eisenoxid verwendet, um weiße bzw. braune Farben zu erhalten);
- hilfsstoffe, die für die Schmierung sorgen - die Möglichkeit des ungehinderten Durchgangs der Mischung zwischen den Metalloberflächen des Extruders;
- Füllstoffe, die in die Zusammensetzung der Verbindung eingebracht werden, um die physikalischen und mechanischen Eigenschaften zu korrigieren;
- Weichmacher, mit deren Hilfe die Beständigkeit gegen negative Temperaturen und eine Erhöhung der Elastizität gewährleistet werden;

Im Vergleich zu Stahlspundwänden zeichnen sich Kunststoffprodukte aus durch:
- Korrosionsbeständigkeit;
- geringes Gewicht, wodurch die Kosten für Transport- und Installationsarbeiten reduziert werden;
- niedrige Kosten des Profils;
- Beständigkeit gegen saisonale Temperaturänderungen;
- elektrische Neutralität;
- attraktives Erscheinungsbild, mit dem Sie das Profil im Landschaftsdesign verwenden können.

Zu den Nachteilen zählen:
- hoher Wärmeausdehnungskoeffizient (es besteht die Gefahr der Zerstörung der Struktur, wenn keine Wärmeabstände vorhanden sind);
- niedrigere Festigkeitswerte im Vergleich zu Stahl;
- relativ geringe Beständigkeit gegen ultraviolette Strahlung.
Entsprechend der Form des Schlosses
Neben dem Profil werden Nut- und Federpfähle nach der Schlossform klassifiziert. Darüber hinaus gibt es andere Pfähle, die keine Schlösser haben, sowie Modifikationen, die Schweißen verwenden. Diese Profile können miteinander kombiniert werden, um eine stärkere Verbindung herzustellen. In den Ländern der ehemaligen UdSSR haben sich Spundwände russischer, ukrainischer Produktion sowie solche aus europäischen Staaten verbreitet. Heute sind drei Typen am häufigsten: L4, L5, L5-UM.

L4
|
Zungentyp |
Materialqualität |
Nutzbreite, mm |
Laufmetergewicht, kg |
Gewicht pro Quadratmeter, kg |
Wandstärke, kN / m |
Marktprävalenz |
|
L4 |
St3kp, 16HG * |
405 |
74 |
182,7 |
517 |
hoch |
- L5
|
Zungentyp |
Materialqualität |
Nutzbreite, mm |
Laufmetergewicht, kg |
Gewicht pro Quadratmeter, kg |
Wandstärke, kN / m |
Marktprävalenz |
|
L5 |
St2kp, 16HG * |
420 |
100 |
216,4 |
696 – 800 |
sehr hoch |
- L5-UM
|
Zungentyp |
Materialqualität |
Nutzbreite, mm |
Laufmetergewicht, kg |
Gewicht pro Quadratmeter, kg |
Wandstärke, kN / m |
Marktprävalenz |
|
L5-UM |
St3sp |
500 |
113,88 |
227,8 |
835 |
hoch genug |
* Stahl 16HG - niedriglegierter Stahl mit etwa 0,16% Kohlenstoff, 1% Mangan und Silizium, der Rest ist Eisen und Verunreinigungen; mechanische und betriebliche Eigenschaften liegen bei St3kp nahe beieinander.
Tauchmethoden
Der Bau eines Spundwandzauns beginnt mit einer Beurteilung der Baustelle, insbesondere des Vorhandenseins geologischer Risiken. Danach wird ein Projekt durchgeführt, auf dessen Grundlage mathematische Berechnungen mit spezialisierten Programmen durchgeführt werden. Dies erlaubt:
- berechnen Sie den erforderlichen Pfahlquerschnitt;
- Bestimmen Sie die erforderliche Eintauchtiefe;
- Empfehlungen für das Ergreifen zusätzlicher Maßnahmen (bei Bedarf) geben.


Für die Gestaltung des Zauns wird in der Regel die Bodenausgleichsmethode unter Berücksichtigung der innen und außen einwirkenden Belastungen verwendet, da der Druckausgleich beim Aushub gestört wird.
Bei der Berechnung der Spundwände wird das Blum-Lomeyer-Verfahren (grafisch-analytisches Verfahren) unter Berücksichtigung des Wirk- und Passivdrucks von Boden und Wasser, der Baugrubentiefe und der vertikalen Größe der Spundwände verwendet.
Darüber hinaus meinen wir notwendigerweise die Art der Spundwände, die zwei Konstruktionsarten haben kann:
- Anker;
- ankerlos.

Bei Verwendung des Ankertyps von Spundwänden sollte sich der Pfahlwendepunkt am Boden der Baugrube befinden, bei dem Nichtankertyp, an der Stelle, an der die Strebe für den Anker installiert wird.
Der Wert der Pfahleintauchtiefe hängt von der Bodenqualität ab: Bei einer schluffigen, sandigen, lehmigen Substanz wird dieser Parameter von 2 Metern, für dichte Böden - von 1 Meter übernommen. Als Leitdokument dient der vom Institut Gipromoststroy entwickelte Standard STP 139 - 99.
Nach der Berechnung wird die Tauchtechnik beschrieben. Die Pfahlinstallation kann auf drei Arten erfolgen:
- durch Einrückung;
- Schockmethode;
- unter Verwendung von Vibrationsgeräten.

Das Wesen der ersten Methode ist das Einbringen von Pfählen in den Boden mittels statischer Kompression mit speziellen Geräten. Diese Methode ist die am wenigsten produktive, aber als die sicherste und sanfteste anerkannte Methode (kein Lärm und Vibrationen).
Die zweite Methode hingegen ist sehr effektiv, es gibt jedoch schädliche Faktoren: Hohe Vibrations- und Geräuschuntergründe, die eine Gefahr für die Kommunikation darstellen, die sich in der Nähe des Arbeitsplatzes befinden kann. Daher wird empfohlen, "Führer" vorzubohren "Brunnen.

Vibrationstauchen (oft in Kombination mit Erosion) sollte an Orten mit dichter Bebauung sowie bei Vorhandensein von lockeren, wassergesättigten Böden verwendet werden. Die Essenz der Methode besteht darin, den Vibrator aufgrund seines Gewichts und seiner Schwingungsamplitude abzusenken. Die Ausführung von Arbeiten zur Installation von Spundwänden wird durch die entsprechenden Dokumente geregelt. Der Arbeitsauftrag umfasst mehrere Arbeitsgänge.
- Markieren der Position der Pfähle auf dem Boden.
- Installation (Befestigung) des Vibrators am Pfahl.
- Fixierung der Zunge mit einem Kabel.
- Platzierung des Pfahls im Leiter.
- Absenken der Spundwand in den Boden bis zu einer vorgegebenen Tiefe.
Der Transport von Spundwänden kann mit allen Mitteln mit entsprechender Tragfähigkeit durchgeführt werden.
Eine wichtige Bedingung ist die Notwendigkeit ihrer zuverlässigen Befestigung - zu diesem Zweck werden Dichtungen verwendet. Stapel können sowohl in Lagerhallen als auch im Freien gelagert werden.
Wie extrahiert man?
Der Abbau von Pfählen ist kein obligatorischer Vorgang - in einigen Fällen werden sie in der Struktur „vergraben“. Dennoch kann die Gewinnung von Spundwänden oft spürbare wirtschaftliche Vorteile bringen, da sie in diesem Fall wiederverwendet werden sollen.
Zur Durchführung der Arbeiten wurde eine Technologie entwickelt, die auf dem Einsatz von Vibrationen basiert. Gleichzeitig werden die an der Seitenfläche der Zunge auftretenden Reibungskräfte spürbar reduziert. In einigen Fällen (auf leichten Sandböden, mit kurzen Pfählen) ist es möglich, die Spundwände nur mit einem Kran auszuheben.

Was ist Larsen Nut und Feder, sehen Sie sich das Video unten an.






Der Kommentar wurde erfolgreich gesendet.