Alles über Drehfutter

Die rasante Entwicklung der metallverarbeitenden Industrie wäre ohne die Verbesserung der Werkzeugmaschinen nicht möglich gewesen. Sie bestimmen die Schleifgeschwindigkeit, Form und Qualität.
Das Drehfutter hält das Werkstück fest und sorgt für die erforderliche Spannkraft und Zentriergenauigkeit. Dieser Artikel beschreibt die grundlegenden Nuancen der Wahl.

Besonderheiten
Dieses Produkt wird auf Universal- und Sondermaschinen verwendet, um das Werkstück auf die Spindel zu spannen. Dies sorgt für festen Halt und hohe Spannkraft bei hohem Drehmoment.


Ansichten
Auf dem modernen Markt wird eine Vielzahl von Spannfuttern für Drehmaschinen präsentiert: Mitnehmer, Pneumatik, Membran, Hydraulik. Sie werden alle nach den folgenden vier Kriterien klassifiziert.
Durch die Konstruktion des Spannmechanismus
Entsprechend diesen Parametern werden Drehfutter in verschiedene Typen unterteilt.
-
Führungsfutter. Solche Produkte sind die einfachsten und werden für die Verarbeitung des Zentrums verwendet. Wenn die Seiten geschärft werden müssen, wählen Sie die gezahnten oder angehefteten Optionen.
-
Selbstzentrierende Spirale.
-
Hebel... Dieser Typ zeichnet sich durch eine hydraulisch angetriebene Pleuelstange aus. Das Produkt erfreut sich einer erhöhten Nachfrage in kleinen Industrien.
-
Keilförmig... Er ähnelt einem Hebel, hat aber eine höhere Zentriergenauigkeit.
-
Spannzange... Eine solche Anordnung kann nur Proben in Form von Stäben mit kleinem Durchmesser fixieren. Trotz seiner reduzierten Vielseitigkeit ist er wegen seines geringen Rundlaufs beliebt, was sich positiv auf die Qualität auswirkt.
-
Langweilig - um die Bohrmaschine an die Maschine anzuschließen.
-
Schrumpffutter... Es wird auf den gleichen Maschinen wie die Spannzange verwendet, erfordert jedoch eine Schrumpfpassung.
-
Eine Alternative zur Spannzange ist das hydraulisch-pneumatische Spannfutter. Drehfutter greifen das Werkzeug unter dem Druck der Arbeitsflüssigkeit, sodass weniger Kraft benötigt wird, um das Werkzeug sicher zu greifen.


Werfen wir einen genaueren Blick auf die Struktur und Eigenschaften einiger der beliebten Sorten.
Spannzange
Eine wichtige Rolle spielt dabei die Metallhülse, die in drei, vier oder sechs Teile unterteilt ist. Ihre Anzahl bestimmt den maximalen Durchmesser des zu fixierenden Gegenstandes.
Konstruktionsbedingt lassen sie sich in zwei Typen unterteilen: Vorschubspannzangen und Spannzangen. Sie bestehen aus einer gehärteten Stahlbuchse mit drei ungelochten Aussparungen, deren Enden zu einem Blütenblatt zusammengepresst sind. Die Auswerferspannzangen sind federbelastet und variieren von Modell zu Modell.

Wenn sich die Spannzange im Futter bewegt, verengt sich die Nut, die Griffigkeit des Halters und des Werkstücks nimmt zu.
Aus diesem Grund wird diese Art von Spannfutter häufig zur Nachbearbeitung bereits bearbeiteter Werkstücke verwendet. Passt die Art des Werkstücks nicht zur Form der Spannzange, greifen Handwerker auf auswechselbare Einsätze zurück.

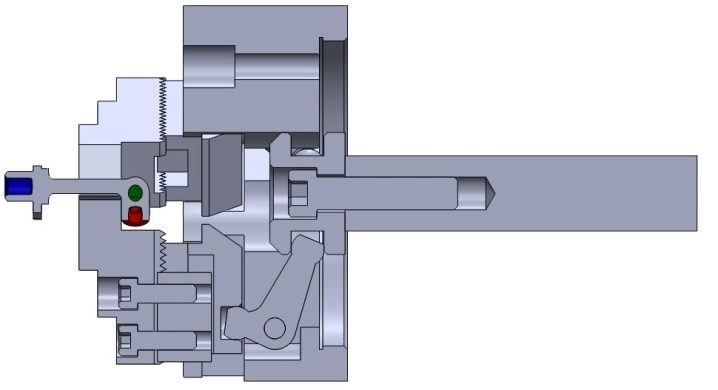
Hebel
Zentral bei der Konstruktion dieses Gerätes ist ein zweiarmiger Hebel, der die Halter und Klemmen antreibt. Jeder von ihnen hat eine andere Anzahl von Nocken. Diese Funktion ermöglicht die Bearbeitung von Teilen mit komplexen Geometrien. Das Spannfutter an Drehmaschinen benötigt länger für Hilfsarbeiten, was die Produktivität verringert.Dennoch ist es ein geeignetes Werkzeug für die Auftragsfertigung in kleinen Fabriken.

Dieser Maschinentyp kann mit einem Schraubenschlüssel eingestellt werden (der gleichzeitig die Nocken bewegt)... Die Position jedes Teils kann auch unabhängig voneinander eingestellt werden.
Nach dem Spannen des Werkstücks wird zum Schruppen meist ein Hebelprodukt gewählt, da das geringste Spiel die Form des zukünftigen Teils beeinflussen kann.
Keil
Das Keilfutter für Drehmaschinen ist eine Weiterentwicklung der Hebelausführung. Mehrere unabhängige Antriebe werden verwendet, um die Position der Klammern zu verstellen. Dadurch können Werkstücke mit komplexen Geometrien gespannt und in jede Richtung gedreht werden. Unter anderem:
-
Sie können Produkte mit einem kleinen Fehler und präzisen Formen verarbeiten;
-
auf jeden Nocken wird eine gleichförmige Kraft ausgeübt;
-
hochwertige Fixierung bei hohen Geschwindigkeiten.


Allerdings erhöhen sich die Komplexität des Rüstens und die Rüstzeit vor der Arbeit deutlich. In vielen Fällen haben Drehfutter spezielle Spannmodelle, die auf die Arbeit mit CNC-Geräten abgestimmt sind.
Nach der Anzahl der Nocken
Die nachfolgend beschriebenen Produkte sind am stärksten nachgefragt.
-
Zwei-Cam... Diese Spannfutter haben auf einer Seite zwei Zylinder mit einer Schraube zwischen den Nocken oder einem mechanischen Getriebe. Wenn die Lücke zum Werkstück hin versetzt ist, wird auch die Mittelachse versetzt.
-
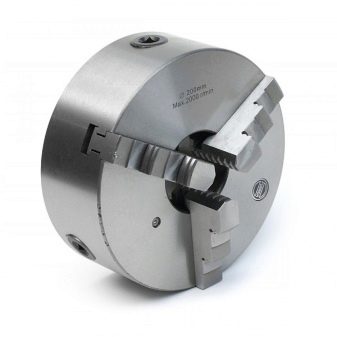
Drei-Cam... Sie werden über ein Zahnradgetriebe angetrieben und ermöglichen ein schnelles Fixieren von Teilen ohne umständliches Umrüsten. Die Zentrierung erfolgt über konische oder zylindrische Schultern.
-
Vier-Cam... Es ist mit Schrauben befestigt und ist völlig autonom, ihre Achsen liegen in der Ebene der Scheibe. Diese Art von Drehfutter erfordert eine sorgfältige Zentrierung.
-
Sechs-Cam... Diese Patronen haben eine geringe Zerkleinerungskraft und die Kompressionskraft wird gleichmäßig verteilt. Es gibt zwei Arten von Nocken: integrierte und montierte Nocken. Sie sind nicht sehr beliebt und können nur auf Vorbestellung gekauft werden.


Nach Klemmentyp
Die Spannbacke ist in eine Vorwärtskurve und eine Rückwärtskurve unterteilt. Dies hat fast keinen signifikanten Einfluss auf die Leistung.
Dies ist vielleicht das beliebteste Design. Der Mechanismus funktioniert durch Verschieben von Nocken und Klemme mit einem zweiarmigen Hebel.


Genauigkeitsklasse
Es gibt insgesamt 4 Genauigkeitsklassen:
-
h - normale Genauigkeit;
-
n - erhöht;
-
b - hoch;
-
a - besonders hohe Genauigkeit.

Je nach Anwendung kann das Material des Futterkörpers gewählt werden:
-
Gusseisen ≥ sc30;
-
Stahl ≥ 500 MPa;
-
Nichteisenmetalle.

Abmessungen (Bearbeiten)
Es gibt insgesamt 10 Standard-Drehfuttergrößen: 8, 10, 12, 16, 20, 25, 31,5, 40, 50 und 63 cm.


Herstellerübersicht
Auf dem modernen Markt, Deutsch Röhm und polieren Bison-Bial, die auch über Fabriken zur Herstellung von technischen Geräten, Werkzeugen und Werkzeugmaschinen verfügen. Sie sind zwar sehr teuer, aber ohne Drehfutter zu produzieren, ist heute undenkbar.


Und auch die Patronen des weißrussischen Herstellers "Belmash" sind in der GUS sehr beliebt.

Was ist bei der Auswahl zu beachten?
Eine unsachgemäße Konstruktion kann zu einer Erhöhung der Anzahl fehlerhafter Produkte und zu Maschinenausfällen führen. Laut GOST sollten beim Anschließen folgende Punkte beachtet werden.
-
Befestigungsart auf der Spindelwelle. Zur Befestigung können Zentriergurte, Flansche, Klemmhebel und Unterlegscheiben verwendet werden.
-
Es gibt eine Frequenzbegrenzung... Berücksichtigen Sie die maximale Geschwindigkeit, mit der das Drehfutter arbeitet.
-
Backenanzahl, Backentyp (aufliegend oder kombiniert), Härte und Spannart, Bewegungsart - all dies bestimmt die Leistung der Klemme und die Zeit, die für ihre Nachjustierung benötigt wird.

Wie macht man es selbst?
Überlegen Sie im Voraus, wie das Produkt an der Maschine befestigt wird, und fertigen oder kaufen Sie gegebenenfalls eine Gewindebuchse. Dann können Sie fortfahren.
-
Markieren Sie auf der vorhandenen Platte einen Kreis und zwei Achsen, die durch dessen Mittelpunkt verlaufen und sich in einem Winkel von 90 Grad schneiden.
-
Schneiden Sie die Blende an der Markierung mit einer Stichsäge aus und schleifen Sie sie gut ab.
-
Entlang der resultierenden Achse werden einige Zentimeter von der Mitte und zwei bis drei Zentimeter vom Rand entfernt Rillen geschnitten.
-
Sägen Sie die Ecke in vier gleiche Stücke und bohren Sie ein Loch in jede Seite mit einem gleich großen Bohrer.
-
Fädeln Sie ein M8-Gewinde in die zweite Eckleiste ein und schrauben Sie die Schraube ein.
-
Montieren Sie die Gewindebuchse für die Wellenmontage.
-
Befestigen Sie die Halterung mit Schrauben und Unterlegscheiben an der Blende.
-
Der letzte Schritt besteht darin, das Spannfutter auf der Drehmaschine zu installieren.
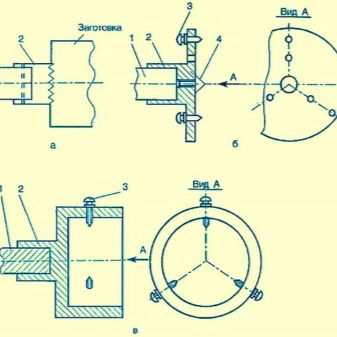

Um das Werkstück in diesem selbstgebauten Spannfutter zu fixieren, wird der Winkel durch Anziehen der Mutter verschoben und fixiert und schließlich das Werkstück mit einer in das Gewinde eingeschraubten Schraube gespannt.
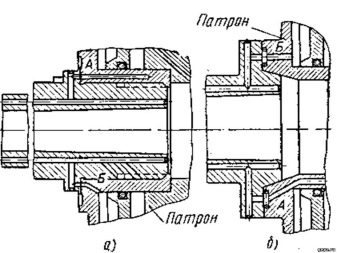
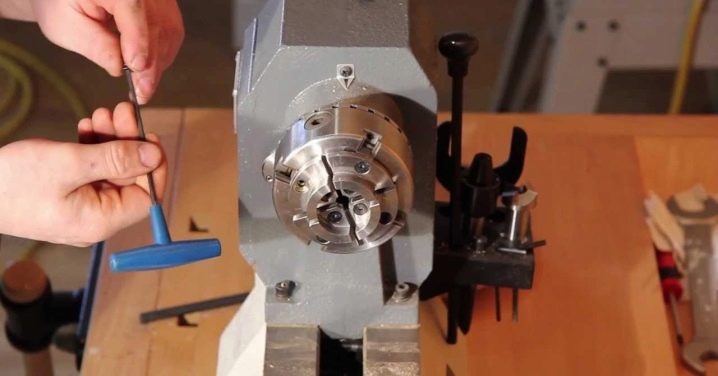
Wie installiere und deinstalliere ich richtig?
Die Maschine kann mit Gewinde- oder Flanschfutter ausgestattet werden, alles hängt von ihrer Größe ab. Der erste Typ kann auf Minimaschinen verwendet werden. Da das Gewindefutter nicht sehr schwer ist, ist die Montage kein Problem, einfach die Gewindeteile ausrichten und verschrauben. Dies kann von einer Person ohne den Einsatz von Werkzeugen durchgeführt werden.
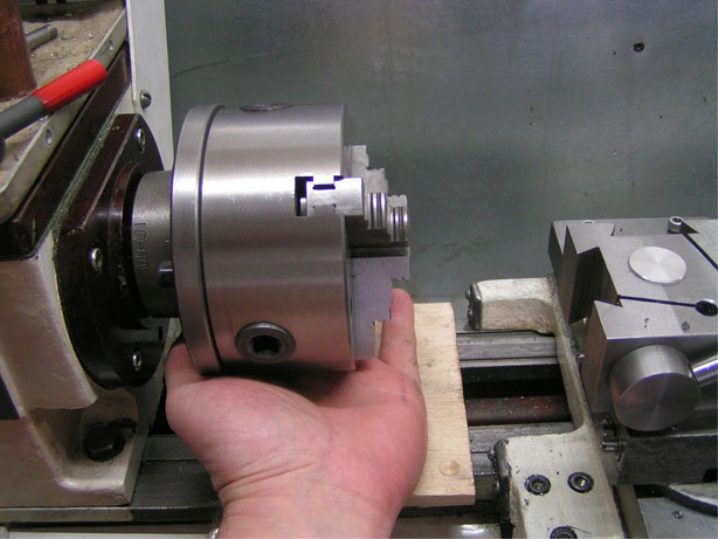
Die Flanschversion des Futters kann mehr als 20 kg wiegen. Der beliebteste Typ ist die unter der Spindel montierte Unterlegscheibe.


Die Installation erfolgt in mehreren Schritten.
-
Prüfen Sie zunächst den Zustand von Futter und Spindel und beheben Sie eventuelle Fehler. Der Spindelschlag sollte nicht mehr als 3 Mikrometer betragen.
-
Die Maschine wird auf neutrale Geschwindigkeit gestellt.... Als nächstes wird die Kartusche auf der Montagebasis installiert. Jetzt müssen Sie das Spannfutter zentrieren.
-
Bringen Sie den Bremssattel in einem Abstand von ca. 1 cm an der Spindel an und richten Sie die Bolzen mit den Löchern im Flansch aus. Anschließend wird der Reitstock in das Futter eingeführt, die Führung läuft über die gesamte Länge zwischen den Nocken, dann wird er gespannt.
-
Im nächsten Schritt wird das Futter auf die Spindel geschoben (der Stift wird in die Bohrung des Flansches gesteckt) und die Pinole ausgefahren - bewegliche Spindelstockhülse.
-
Dann wird der Nocken gelöst, der Reitstock fährt ein und die Muttern werden angezogen. Am Ende der Arbeiten den Rundlauf der Stirnseite prüfen.

Als nächstes werden wir überlegen, wie man das Spannfutter einer automatischen Holzbearbeitungsmaschine entfernt.
-
Nach vorherigem Entfernen des Exzenters die Führung relativ zum Spannfutter so weit wie möglich nach vorne stellen. Befestigen Sie den Reitstock.
-
Dann werden die Muttern, die das Spannfutter halten, nacheinander entfernt. Dazu muss der Schalthebel auf die minimale Drehung gestellt werden, um eine Positionsänderung des Spannfutters zu verhindern.
-
Nach dem Lösen der ersten Mutter drehe den Hebel auf hohe Geschwindigkeit, und drehen Sie das Futter in die gewünschte Position.
-
Zieh die Feder ein und Lösen Sie das Futter langsam vom Spindelflansch.
-
Wenn die Kartusche ziemlich viel wiegt, muss sie auf eine Unterlage gestellt werden, Lassen Sie dann die Nocke los und nehmen Sie die Führung aus ihrem Sitz. Das ist alles, die Arbeit ist beendet.
Die Einhaltung der Regeln für das Einrichten und Betreiben von Maschinen garantiert die Qualität der Bearbeitungsergebnisse der Werkstücke und gewährleistet einen dauerhaft störungsfreien Betrieb der Maschine.
Bedienungstipps
Die bestimmungsgemäße Verwendung der Drehmaschine umfasst Folgendes.
-
Regelmäßige Reinigung Ausrüstung und regelmäßige Spanabfuhr helfen, Stillstandzeiten, Ausfälle und Ausschuss beim Drehen zu minimieren. Wenn die Wartung nicht regelmäßig durchgeführt wird, können Geräteausfälle dramatisch zunehmen, die Lebensdauer verringert und die Produktionskosten steigen.
-
Um Geräteausfälle zu vermeiden, sollten Sie Überprüfen Sie regelmäßig den Zustand der Schneiden und Rückseiten der Arbeitswerkzeuge, stumpfe Werkzeuge umgehend schärfen oder ersetzen.
-
Alle benötigten Komponentenwie Öl, Kühlmittel, Werkzeuge, Drehmaschinenzubehör und Befestigungselemente, müssen von angemessener Qualität und von der angegebenen Marke sein.
-
Austausch defekter Teile und Werkzeuge, Beseitigung einfacher Störungen.













Der Kommentar wurde erfolgreich gesendet.