Wie schärfe ich einen Metallbohrer zu Hause?

Was auch immer der Bohrer ist - auch ein hochwertiger - nach Hunderten von Bohrzyklen wird er stumpfer und verliert die perfekte Schärfe, die das Produkt selbst im Werk erhält. Es wird kein perfektes, nicht ausgefranstes Loch bohren, bis der Bohrer wieder auf seine frühere Schärfe geschärft ist.
Wann sollte man schärfen?
Das Schärfen von Bohrern für Metall ist in den folgenden Fällen erforderlich.
- Springt vom markierten Punkt mit Hilfe des Kerns ab.
- Beim Versuch zu bohren, ohne das zukünftige Loch zu markieren, greift der Bohrer nicht mit der Spitze der Spitze an der ausgewählten Stelle, sondern „geht“, egal wie viel Mühe der Meister macht.
- Es gibt ein Schlagen, Klopfen, Geräusch beim Bohren, das sich in ein hochfrequentes Geräusch verwandelt. Das Klopfen und Vibrieren lockert den Bohrer (oder Schlagbohrer). Auf die durch stumpfe Bohrer gebrochene Mechanik kann man nicht mit neuen, gerade gekauften Bohrern bohren: Ein neuer Bohrer bricht oft daran.
- Überhitzung auch nach einer Minute Dauerbetrieb. Die Überhitzung von Schnellarbeitsstahl führt zu einem Verlust seiner Festigkeitseigenschaften (Zähigkeit, Härte) und das Produkt ist nur für Holzarbeiten und nicht für Metall geeignet.
- Metallpartikel werden zerrissen, Spiralspäne verschwinden.
Wenn ein oder mehrere Anzeichen gefunden werden, stoppen Sie sofort das Bohren und überprüfen Sie die Schärfe der Spitze und der Spiralkanten.

Notwendige Werkzeuge
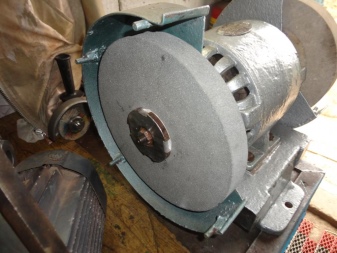
Jedes der ausgewählten Werkzeuge, einschließlich der mit einem Elektromotor ausgestatteten, muss Stahlprodukte (Messer, Bohrer, Scheren usw.) schärfen. Die zweite Anforderung besteht darin, den zu schärfenden Bohrer dabei zu halten. Wie schnell und effizient der Bohrer schärft, hängt von der Einstellung des erforderlichen Schleifwinkels der überschüssigen Stahlschicht von den Kanten der Spitze und der Geschwindigkeit des Produkts in Richtung der Schleifscheibe ab. Mechanisierte Schärfwerkzeuge ermöglichen es Ihnen, einen Bohrer mit einem Durchmesser von 3-19 mm in wenigen Minuten betriebsbereit zu machen. Spiralbohrer werden auf speziellen oder konventionellen Maschinen mit Elektromotor und einem einfachen Vorschubsystem geschärft. Eine solche Maschine kann unabhängig in einer Garage zusammengebaut werden - es müssen keine professionellen Maschinen gekauft werden. oft wird das Richten der Bohrspitze mit einer Feile, einem Schärfstein oder einem Kreis gerichtet.



bulgarisch
Der Meister benötigt neben dem elektrischen Antrieb selbst einen Schraubstock, in den das Drehprodukt eingespannt wird.
Die Körnung der Schleifscheibe ist so gewählt, dass das bloße Auge die Mikrofurchen der Glaskrümelkörner, die das Metall schleifen, nicht erkennen kann.

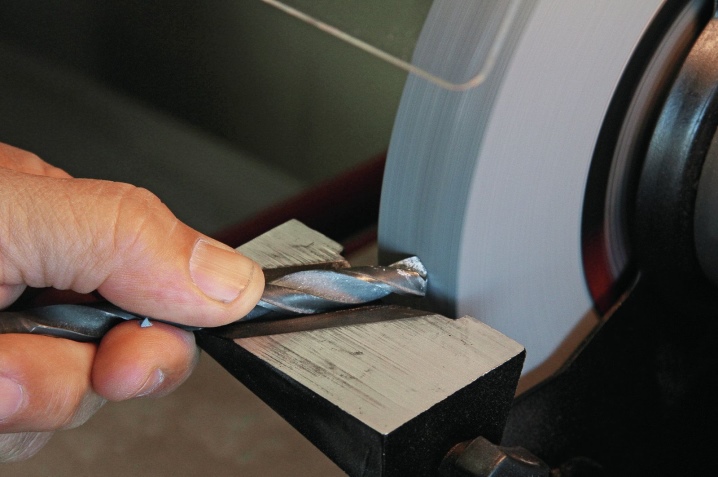
Um einen Bohrer mit einer Schleifmaschine zu drehen, gehen Sie wie folgt vor:
- spannen Sie den Bohrer vertikal in einen Schraubstock;
- Schleifen Sie die hintere Kante, um Gebrauchsspuren zu entfernen;
- die Schneide im Winkel von 120° schleifen.
Halten Sie den Bohrer nicht länger als zwei Sekunden ununterbrochen. Kurze Sitzungen bestehen darin, dünne Legierungsschichten von viel weniger als 1 mm von der Arbeitskante zu entfernen. Der Bohrer ist wieder einsatzbereit.

Anspitzer
Der Schleifer zeichnet sich durch seine Schnelligkeit und Mobilität aus, aber der Meister zahlt mit seiner Hilfe das Drehen mit Verletzungsrisiko. Selbst das Anbringen einer Schutzabdeckung am Schleifer besteht die Möglichkeit, dass die Schleifscheibe bricht, das Werkzeug führt mit einem kurzen Blockieren bei einer Geschwindigkeit von Tausenden von Umdrehungen pro Sekunde. Der Spitzer reduziert die Verletzungsgefahr durch die starre Fixierung der Maschine selbst. Ist der Schärfwinkel nicht bestimmbar, wird eine Kunststoffschablone aufgebracht, die vor dem Schleifen auf die zu schleifende Oberfläche aufgebracht wird. Damit der Halter nicht zur Seite geht, wird er mit einer Schraube befestigt. Um den Bohrer auf einen Spitzer zu drehen, gehen Sie wie folgt vor.
- Den Bohrer in die Halterung einclipsen und die Maschine einschalten.
- Bewegen Sie die Schneiden in einem Winkel von 120° zur Schleifscheibe.
- Wenn der Bohrer Kerben und Dellen aufweist, schleifen Sie diese von allen Seiten ab. Sie stören die Ausrichtung von Produkt und Bohrer, wodurch dieser unnötig vibriert.
Beim Schleifen von Bohrern mit großem Durchmesser aufgrund der erhöhten Gesamtwärmekapazität überhitzt der Stahl und verwandelt sich von einem Hochgeschwindigkeits- in einen konventionellen, der für das Bohren anderer Stähle ungeeignet ist.


Bohrer
Mit dem Bohrer können Sie Bohrer für Metall schleifen. Das Aktionsschema ist wie folgt.
- Den Adapter für konventionelle Bohrer auf den Bohrer montieren. Bei einer einfachen elektrischen Bohrmaschine ist es unwahrscheinlich, dass dies erforderlich ist.
- Setzen Sie einen Bohrer in das Loch mit dem gewünschten Durchmesser ein.
- Starten Sie den Bohrer und schleifen Sie den Bohrer auf einer Seite.
- Um die zweite Schneide zu drehen, drehen Sie die andere Seite des Bohrers vom gleichen Ende aus.
Der Bohrer schärft nur einen leicht stumpfen Bohrer.
Ein Produkt mit Dellen und Kerben an der Schneide kann nicht mit einem Bohrer geschärft werden.
Aufgrund der relativ geringen Kosten - im Vergleich zu anderen Werkzeugen - ist das Drehen von Bohrern auf einer Düse jedoch kostengünstig.




Datei oder Datei
Die Feile ist nicht für die Bearbeitung von Schnellarbeitsstahl geeignet, der sich gegenüber anderen Güten und Stählen durch eine erhöhte Härte auszeichnet. Bei der Verwendung von rauen oder diamantbeschichteten Steinen ist es schwierig, den gewünschten Schleifwinkel von Hand einzuhalten. Verwenden Sie motorisierte Schärfgeräte.

Technologie
Um einen Bohrer mit hoher Qualität zu schärfen, werden bestimmte Geräte benötigt. Ob kleine oder große Bohrmaschine ist egal - Die Technologie ist dieselbe: Die Hauptarbeit wird von den Schneidkanten am Ende geleistet, und die seitlichen Spiralkanten richten das Bohrloch aus und leiten die Späne in die Spiralkanäle um.

Der einfachste Weg, einen Bohrer zu schärfen, ist eine Hülse, deren Innendurchmesser dem Durchmesser des Bohrers selbst entspricht. Die Hülse wird im gewünschten Winkel fest fixiert. Es wird wie folgt ausgewählt - der Bohrer muss klar und mühsam in die Schablone eindringen, ohne auch nur einen Grad davon abzuweichen. Wenn der Bohrer abweicht, werden die Schneidekanten nicht genau erfasst und er "geht" während der Arbeit. Die Hülse kann mit Nichteisenmetallrohren vervollständigt werden, deren Innendurchmesser den gängigsten Werten des Produktdurchmessers entspricht.

Besonders versierte Handwerker rüsten dieses Gerät mit einem Holzklotz nach, gebohrt mit Bohrern unterschiedlicher Durchmesser.
Die Schablone enthält ein praktisches Werkzeug, das den Vorschub des Bohrers zur Schleifscheibe zum Schärfen erleichtert und verhindert, dass sich das Produkt in die entgegengesetzte Richtung bewegt. Je härter die Holzart ist, aus der die Stange besteht, desto genauer wird der Winkel eingestellt: Zum Beispiel verwendet der Meister eine Eichenstange zum Vorschub des Bohrers, während das Schwingen des Bohrers beim Schärfen darin ausgeschlossen ist . Die Maschine - zum Beispiel der gleiche Schleifstein - kann hausgemacht sein: Hauptsache, der Schleifstein ist nicht zentriert, vibriert während des Betriebs nicht.

Richtiger Winkel
Der Winkel wird durch die Art des Stahls oder eines anderen Metalls (oder einer Legierung) bestimmt, in die die Löcher gebohrt werden. Je geringer die Härte des Metalls oder der Legierung, desto größer der Schärfwinkel. So erreicht der Schärfwinkel für Stahl, Gusseisen und Bronze, aus denen gebohrt werden muss, 120°, für Kunststoffe und weiche Alkalimetalle wie Magnesium - 85°.


Bei Glas und Feinsteinzeug ist der Winkel jedoch noch stumpfer - 135°, das gleiche ist für weiche Bronze- und Aluminiumlegierungen erforderlich.
Jede Baumart benötigt 130°. Für Edelstahl sind 115° ausreichend. Tatsache ist, dass ein leicht nachgebendes Metall in kurzer Zeit mehr Späne bildet, übermäßige Reibung auftritt und sich die Bohrerspitze immer schneller erwärmt. Und übermäßige Hitze macht ihn stumpf – selbst der gehärtete Stahl, aus dem der Bohrer besteht, wird beim Erhitzen freigesetzt. Der Stahl des Produktes verliert an Härte und beginnt eher stumpf zu werden.

Debugging
Auf speziellen Schleifscheiben, die das Grobschleifen von Schnellarbeitsstahl mit Feinkornstahl kombinieren, ist es möglich, einen wiederaufbaubaren Bohrer nach Hause zu bringen. Diese Kreise enthalten einen relativ weichen Füllstoff, der grobe Kratzer, Kerben und Furchen von der Arbeit entfernt. Sie werden eliminiert, ohne die Form der Schneidkanten zu verändern. Diese Scheiben werden auf einen Schleifer oder Bohrer gelegt und der Bohrer wird auf einer separaten Klemme oder in einem Schraubstock gespannt. Stellt sich die Bearbeitung mit den Rädern als grob heraus, wird das Produkt selbst mit einer rotierenden Schmirgelscheibe geschliffen.

Untersuchung
Eine schnelle Kontrolle des richtigen Schärfens wird durch eine spezielle Schablone erreicht, die die Länge der Schneiden, die Lage der Spitze, den Winkel der Abschrägung der Austrittskanäle am Bohrer und den Wert des Winkels der Längs misst Kante.

Unterbieten
Wenn der 10-mm-Bohrer des Meisters stumpf ist, wird das Produkt von der Seite der Vorderkante her geschärft. Die Aufgabe besteht darin, den Winkel der Schneidkante zu vergrößern und die Fase der Vorderkante zu verringern, wodurch die Querkante verengt wird.
Letzteres ermöglicht ein aktiveres Abkratzen des Metalls oder der Legierung auf dem Werkstück in der Mitte des Lochs.
Dies verhindert das beschleunigte Brechen kleinster Stahlkörner aus der Spitze, verlängert die Lebensdauer des Bohrers, ermöglicht schnelleres und mehr Bohren. Das Produkt wird zusätzlich mit kleinem Freiwinkel geschliffen, was die Reibungskraft in den geschnittenen Löchern reduziert.


Empfehlungen
Gewöhnliche Bohrer werden mit einem einfachen Schärfer, einer Säge mit großer Schleifscheibe, einem Schleifer oder einem Bohrer mit Düse mit eigenen Händen geschärft. Aber für Kronen kann eine spezielle Maschine erforderlich sein. Die Sache ist die die Krone hat eine Achse - den Hauptbohrer, der ein gängiges Produkt ist. Und wenn es auf einfache Weise schärft, dann erfordert die gezahnte, sägeartige Kante der Krone Maschinenbedingungen. Das gleiche gilt für konische Bohrer.

Bohrer nicht ohne Schutzhülle und Sieb schärfen - das Verstreuen von Stahlstaub ist gefährlich für die Augen. Mehrere Augenschäden, Verstopfungen mit Spänen sind mit Schwierigkeiten bei ihrer Extraktion behaftet.
Im schlimmsten Fall wird eine Person aufgrund einer Vergiftung mit Stahl, der in einer salzigen Umgebung rostet, ihn leicht verlieren. Achten Sie darauf, nicht ohne Helm in die Decke zu bohren - Herabfallende Späne fallen auch in ungeschützte Augen.
Holen Sie sich den richtigen Winkel für Ihren Hinterschnitt. Ein zu "flacher" Bohrer bohrt keinen Stahl, zu "steil" - Holz, Aluminium, Bronze, Magnesium, Kunststoff. Ein falscher Winkel führt entweder dazu, dass der Bohrer wackelt und sich das Loch bewegt, oder er verklemmt und bricht.
Bohren Sie nicht mit gewöhnlichem Schnellarbeitsstahl in Glas, Feinsteinzeug, Granit, Keramik oder hochfestem Ton. Für diese Materialien gibt es sogenannte Wins. Die Pobeditovy-Legierung übertrifft die Festigkeit von Schnellarbeitsstahl erheblich. Versuchen Sie nicht, durch gehärtetes Glas zu bohren - es wird sofort bröckeln.
Schärfen Sie siegreiche Bohrer nicht mit blankem Schmirgel und Steinkreisen. - für diese Produkte gibt es einen Diamanten, wie diese Kreise, mit denen sie Stein, Ziegel und gehärteten Stahl schneiden. Schleifen Sie siegreiche Bohrer bei niedrigen Drehzahlen.

Den Bohrer beim Drehen nicht überhitzen - überhitzter Stahl wird angelassen und wird merklich schlechter. Sie wird weder gehärtet noch schnell (instrumental) sein.
Kühlen Sie einen glühenden, gemeißelten Bohrer nicht in Wasser oder anderen kalten Flüssigkeiten - er wird von Mikrorissen durch scharfes Abkühlen durchdrungen. Beim ersten Versuch, ein Werkstück zu bohren, bricht das Produkt sofort.
Den Bohrer beim Drehen nicht auslenken. Die geringste Pflege - auch nur geringfügig - führt zu ungleichmäßigem Drehen, Vibrationen, zum Brechen des Bohrers selbst und zum Lösen von Getriebe und Bohrmotor.
Die Längen der Schneiden weichen bis zu 0,3 mm voneinander ab. Diese Einschränkung wird beim Drehen von Bohrern mit kleinem Durchmesser beachtet.

Die Länge des Arbeitsteils sollte einen Zentimeter nicht unterschreiten. Wenn der Bohrer in zwei Hälften bricht und ein Teil der Schneidfläche herausgeschleudert wird, dann schleifen Sie keine Bohrer, deren Arbeitsabschnitt jetzt weniger als einen Zentimeter beträgt.
Hartmetallbohrer (zB Pobedit, diamantiert) werden mit den gleichen Werkzeugen geschärft wie Vollbohrer aus den gleichen Materialien.
Wie einfach es ist, einen Bohrer zu schärfen, sehen Sie unten.













Der Kommentar wurde erfolgreich gesendet.